Prosthesis manufacturing by SPIF
The research activities that involved directly the UO2 (University of Calabria) aimed at the manufacturing, through Incremental Formation (SPIF), of a highly customized skull prosthesis prototype made of Titanium Alloy. The steps required to achieve this goal are reported in the figure below.
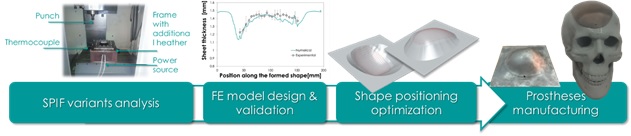
At first, various technological process variants (cold/hot) were evaluated, according to the specific application scope. For the two investigated configurations, the process parameters were considered as variables, and sometimes, also the thermal capacity. The geometric accuracy and the thickness distribution along the section were also analysed response variables. The analyses carried out showed: (i) the workability of Ti-Gr2 by cold SPIF and the need of using a thermally assisted process (about 650 ° C) for Ti-Gr5; (ii) the low influence of the process velocity on highlighted outputs and the significance of the pitch (p = 0.5mm) and of the trajectory for optimizing the surface roughness of the component. In order to predict and control the thickness of the SPIF component, a FEM model was created and validated by numerical-experimental comparison. The identified model was used as a further process design tool both for the choice of the best placement of the prosthesis geometry, in accordance with the sheet plane, and for the deformation trajectory (both factors strongly affect the process feasibility and thickness distribution). In all cases, the experimental validation has demonstrated the robustness and accuracy of the model in predicting both the temperature and the thinning of the sheet metal. Finally, starting from the above results, an experimental campaign was carried out in order to design and manufacture the geometry of skull prosthesis chosen as case study and made of Ti-Gr2 and in Ti-Gr5.
The analysis of the prostheses produced by SPIF showed a great dimensional precision, avoiding aesthetic problems and assuring the bone osseintegration. By using a tool trajectory optimized by FEM and the knowledge gained during the project, the prosthesis was manufactured by SPIF in 40 min maximum (in the worst case of hot forming). Thickness analysis revealed the presence of limited areas of thinning, at most 20%, and a substantially unchanged thickness was recorded on the most interesting part of the prosthesis. Considering the costs incurred for the production of the single prosthesis by SPIF, the final cost, considering the hot process, is estimated at about € 300.